Как известно, при поставке технологической линии по смешиванию и заливке герметиков и клеев БИ-МИКС мы всегда производим отработку технологии на материале заказчика. На этот раз заказчиком выступил НГТУ, который поставил перед нами задачу приготовить модификацию "В" теплопроводящего компаунда Силагерм 2113-27 таким образом, чтобы её консистенция идеально подошла для заливки электронных блоков. Рассказываем о ходе произведенных нами работ.
Подготовительная часть
Для начала изучим инструкции по работе с материалом.
Выдержка из Технического описания на электроизоляционные компаунды и герметики серии СИЛАГЕРМ ПО "Технология-Пласт":
2.2.10. Силиконовый теплопроводный компаунд Силагерм 2113-27 (марки А, Б, В). ТУ 2513-011-01296014-2015
Применяется как теплопроводный термостойкий заливочный компаунд, предназначенный для защиты, изоляции и герметизации высокочастотных трансформаторов, аппаратуры, электро- и радиоприборов, работающих в среде воздуха и в условиях повышенной влажности, при действии вибрационных и ударных нагрузок, а также для склеивания металлических и неметаллических поверхностей, в том числе силиконовой резины горячей и холодной вулканизации.
Компаунд Силагерм 2113-27 марка А, Б, В является двухкомпонентным материалом, состоящим из основного компонента и отвердителя. Имеет марки А, Б, В, различающиеся по вязкости в жидком состоянии.
Марка А — заливочная средней вязкости, используется для заливки;
Марка Б — заливочная высокой вязкости, используется для заливки и обволакивания, повышенной твердости;
Марка В — паста, высокотвердый. Может использоваться как корпусоформирующий материал. Обладает повышенной адгезией, в т.ч. к текстолитовым печатным платам.
Применение подслоя П-11 увеличивает прочность связи с подложкой. Обладает повышенной твердостью в полимеризованном состоянии. Цвет полимеризованного материала — от светло-серого до серого. Отверждается в любом объеме без выделения тепла и вредных веществ. Компаунд обладает повышенной теплопроводностью. Компаунд обладает высокими диэлектрическими свойствами, влагостойкостью, вибро- ударопоглощением. Соотношения компонентов при смешивании: для 2113-27 марка А, Б, В –100 вес. ч. : 5 вес. ч.
Также мы располагали документацией, которая прилагалась к партии компаунда. Из описания следует, что марка "В" не подходит для заливки, а предназначена для "намазывания, можно в вертикальном состоянии". Кроме того, время жизни компаунда всего 5-30 минут, что очень мало. Однако, производитель разрешил регулировать время жизни материала путем уменьшения количества отвердителя.
Тестовые замесы
Мы провели несколько тестовых замесов, 4 м.ч отвердителя (как рекомендовано), половину нормы и 1/4.
- При 1 варианте (4 м.ч) мы получили густую пасту, которая уже через 10 минут была непригодна для заливки вовсе, для намазывания и то под вопросом.
- При 2 варианте (2 м.ч) время жизни увеличилось до 30 минут, масса стала чуть пожиже, и теоретически можно было попробовать работать с ней.
- При 3 варианте (1 м.ч) мы получили текучую массу, которая сохраняла жидкое состояние более часа.
Через 16 часов оценили результаты, все образцы встали.
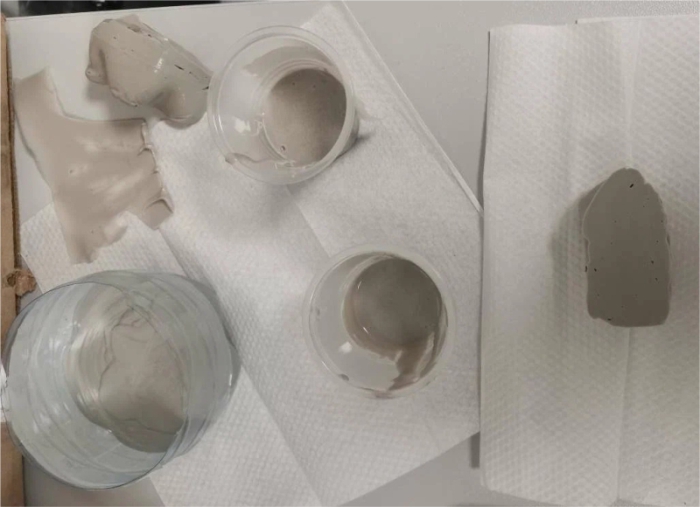
Технологичнее всего было бы взять в работу материал смешанный по 3-му варианту, но нас интересовало не поменялись ли свойства компаунда, главным образом теплопроводность. Тактильно, образец № 3 был чуть более упругим, а значит менее плотным.
Общение с производителем ни к чему не привело, так как мнения у их сотрудников разделились на диаметрально противоположные:
- Если материал встал, количество отвердителя ни на что не должно повлиять
- Скорее всего так нельзя, вы существенно нарушили рецептуру. (Кстати, у нас есть три варианта катализатора, для увеличения времени жизни). Интересная информация, о которой на сайте ни слова и при заказе вариантов не предложили.
Сравнение теплопроводности
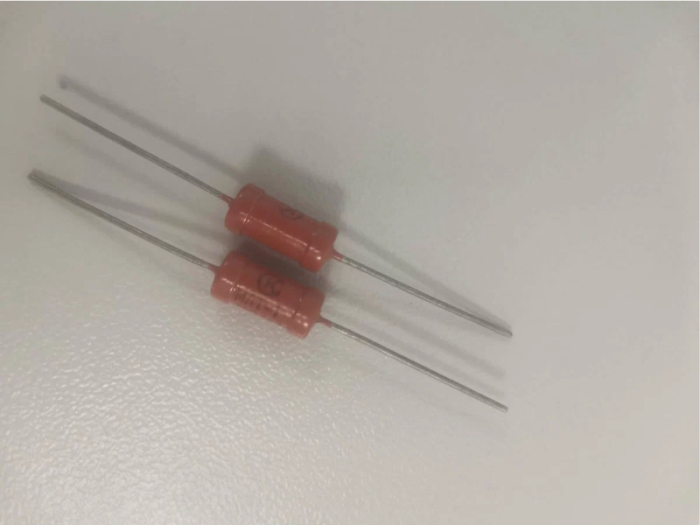
Для сравнения теплопроводности образцов решили провести следующий эксперимент: залить резисторы герметиком приготовленным по варианту 2 и 3, подать на них напряжение и оценить разницу с помощью тепловизора. Так как вариант 1 отмели сразу ввиду невозможности применения для наших целей, его проверять не стали.
Вопреки нашим ожиданиям, образец полученный с 1 м.ч отвердителя отводит тепло лучше.
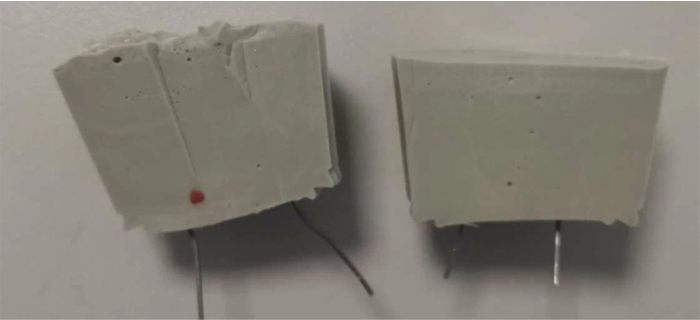
Разрезали образцы, чтобы убедиться в отсутствии дефектов заливки.
Итак, приняли решение заливать компаундом, приготовленным по 3 варианту.
Влияние подслоя П-11 на компоненты
А вот настоящий сюрприз нас ждал там, где мы даже и не предполагали. Для лучшей адгезии производитель рекомендует использовать подслой П-11. На всякий случай решили нанести его на транзистор и оценить, не появятся ли токи утечки.
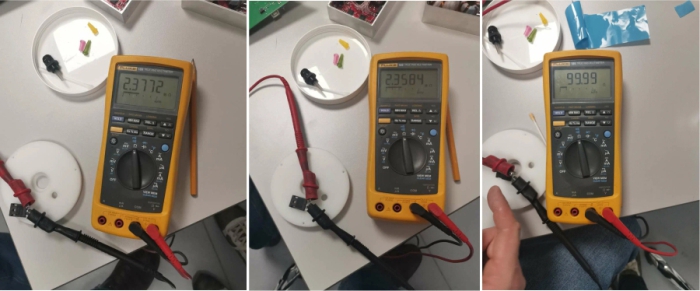
Сразу после нанесения подслоя П11 на контакты показатели практически не изменились. А через час, когда подслой высох, транзистор закоротило. Будьте внимательны!
Весь процесс заливки непосредственно блока можно увидеть ниже. Смешивание производилось в вакуумном планетарном (безлопастном) миксере СОЛО-ВКС в составе технологической линии Би-Микс. Возможно, именно благодаря тщательному автоматическому перемешиванию мы добились таких результатов. Скорее всего, вручную равномерно вмешать такое количество катализатора в пасту было бы сложно.
Другие реализованные проекты
Уже внедрены в производство заказчиков технологии смешивания и дозирования с помощью линии Би-Микс следующих веществ:
- Компаундов ЭЗК-6, КПТД-1/1Т Номакон, виксинта К-68 Б, пенокомпаунда эпоксидного ПЭК-74 - здесь
- Виксинта У-2-28 - здесь
- Высокотемпературного стеклогерметика для батарей топливных элементов – здесь
- Виксинта ПК-68 и электроизоляционного заливочного компаунда ЭЗК-6 - здесь
А здесь можно посмотреть наш вебинар по автоматизированному смешиванию и дозированию герметиков и компаундов.
Би-Микс явлется полностью отечественной разработкой по заливке разъемов и жгутов герметиками и компаундами без ручного смешивания.
В состав линии входит:
- планетарный миксер "Соло ВКС",
- пневматический дозатор ND-350,
- экструдер для заливки разъёмов,
- набор расходных материалов (ёмкости, шприцы, поршни, насадки и переходники).
По всем вопросам обращайтесь к нашим специалистам!