Автор: Горбач Алексей, ГИП ООО "Протех" gip@protehnology.ru и Набокова Елена, коммерческий директор ООО "Протех" nei@protehnology.ru
Эта статья, если хотите, крик души. Нет, не автора, а многих специалистов холдинга, отвечающих за внедрение нового высокопроизводительного оборудования на уровне цеха. Хотелось бы сказать за внедрение новых технологий, но нет, к сожалению, чаще всего просто станков.
Вот мы берём контакт специалиста из цеха любого предприятия АО «Трансмашхолдинг», ответственного за жгутовое производство. И не просто ответственного, а отвечающего за инновации, внедрение дорогостоящего современного оборудования, с целью снижения трудозатрат, себестоимости выпускаемой жгутовой продукции и так далее. Звоним и спрашиваем – как у вас дела? А ели честно…, давайте по душам…
Что такое ныне существующее жгутовое производство для локомотивов, вагонов РЖД и метро? Ручной труд, человеческий фактор, в основном бумажное КД и высокая себестоимость. Сами по себе эти обстоятельства не являются критичными, в конце концов годами, а то и десятилетиями продукция выпускалась именно таким способом, а цена БКС в итоговой стоимости вагона незначительна даже с учетом дополнительных издержек. Однако именно в нынешних обстоятельствах, когда перед предприятиями стоит задача перехода на новый качественный уровень производства, архаичность техпроцесса и подхода к нему становится настоящим бичом. Рассмотрим на примере.
Опытные сотрудники знают, что очень часто приемо-сдаточные испытания локомотива или вагона по сути превращаются в работы по оживлению изделия. Частично собранные в цехе жгуты, а то и просто провода, прокладываются в вагоне. Пульты, шкафы расключаются по месту. Собрали, проложили – подключаем – и началось. Смежник привёз блок, шкаф, модуль и т.д. другой модификации. Разъёмы не совпадают, жгуты не соответствуют распиновке. В итоге не одного дня работы изделие «оживили». А кто его оживлял – сотрудники из цеха. Было бы смешно, если бы не было бы правдой.
И вот теперь пришло время вернуться к первому тезису данной статьи. Дело в том, что именно на руководителей цеха ложится задача автоматизации этого хаоса с помощью станков с ЧПУ, приобретенных в соответствии со спущенными сверху инновационными программами. Подразумевается, что что закупив линии по обработке проводов и кабелей предприятия добьются автоматизации жгутовых участков и сокращения затрат на 5-30% в год.
Но, как говорится, гладко было на бумаге. Вот что поведал автору статьи ответственный за внедрение новейшего оборудования специалист одного из ведущих предприятий АО «Трансмашхолдинг». Забегая вперед скажу, что такое положение дел является типичным для абсолютного большинства заводов.
Итак, все по порядку. Кто работает в цехе, где собираются жгуты? Высококвалифицированные специалисты с высшим или специальным образованием? Нет, в большинстве своем это рабочие с непрофильным образованием, часто граждане наших бывших союзных республик, иногда даже плохо говорящие на русском языке. И чем ближе к Москве, тем эта проблема актуальнее, так как предприятиям расположенным в московском регионе часто сложно конкурировать со столицей уровнем зарплат и условиями труда. Монтажников долго учат делать именно вот так, как написано в КД, объясняют и требуют, если хотите – натаскивают. Со временем их труд становится приемлем для ОТК, и мастер цеха выдыхает, хоть на время.
И тут «бах, вторая смена», в смысле модернизация. В рамках принятой на предприятии инвестиционной программы, надо внедрить купленное за миллионы оборудование и дать результат – больше жгутовой продукции с меньшими затратами.
Как только закупленное оборудование поступает на баланс, люди в цехе, отвечающие за производство, попадают в цугцва́нг, то есть ситуацию, когда каждый твой последующий ход ухудшает твоё же положение. Людей нужно увольнять, а иначе как обосновать экономическую целесообразность внедрения дорогостоящего оборудования?
Резонный вопрос – неужели станок или линия за 10 - 20 млн. по обработке проводов нам и вправду не поможет повысить производительность труда?
И опять мы возвращаемся к мысли озвученной выше – пытаясь автоматизировать хаос мы получим.. нет, не автоматизированный хаос, возможно это было бы и не так плохо. Реально же мы получим станки с которых будет смахиваться пыль перед высокими визитами, ну и может быть дополнительную галочку в рамках ежегодного аудита на звание самого высокотехнологичного предприятия Холдинга.
Дорогостоящее оборудование становится эффективным только если изначально попадает в подготовленную «среду»:
1. КД на жгуты выпускается в электронном виде, что позволяет его использовать как задание для производства на станках ЧПУ по обработке провода;
2. в цехе внедрена система «прослеживаемости», позволяющая использовать высокопроизводительное оборудование по обработке провода в качестве заготовительных участков.
Во-первых мы все прекрасно понимаем, что бумажное КД никак не стыкуется со станками ЧПУ по обработке проводов. Данные с бумаги - длины плеч жгутов с припусками нужно перенести в электронную таблицу. В ходе такой работы допускается множество ошибок, что в последующем приводит к браку и перерасходу материальных средств.
Во-вторых, требуется реализация концепции:
- заготовительный участок, где осуществляется обработка провода и производство жгутовых заготовок:
- мерная резка провода,
- зачистка изоляции провода с одной или двух сторон,
- подкрутка жил провода, его флюсование и лужение,
- опрессовка наконечников и т.д.
- участок сборки жгутов, где заранее обработанные провода и жгутовые заготовки собираются на плазах.
Технологически, «между» заготовительным участком и участком сборки жгутов на плазах располагается промежуточный склад для хранения заранее обработанных проводов и жгутовых заготовок. Для исключения ошибок и человеческого фактора, все заранее обработанные провода и жгутовые заготовки маркируются технологическими бирками, с внесением данных в электронную систему контроля и управления жгутовым производством – локальную систему прослеживаемости. Технологическая маркировка осуществляется с помощью бирок, с нанесёнными символами и штрих кодом с разных сторон, позволяя визуально или с помощью сканера считывать информацию.
Надо заметить, что выделение в технологическом процессе жгутового производства заготовительного участка и участка сборки жгутов на плазах не является заслугой внедрения западного опыта или технологических новшеств от дистрибьюторов поставляемого оборудования. Такая градация технологического процесса применялась на ряде предприятий ещё в Советское время и показала, как свою эффективность, так и определённые недостатки. Положительными моментами такого разделения технологического процесса сборки жгутов, несомненно, является распределение труда между теми, кто заранее обрабатывает провода и жгутовые заготовки и теми, кто только собирает их на плазе. Но это приемлемо только для тех предприятий, где есть серийное производство. Для предприятий с опытным жгутовым производством, с мелкой серией, большой номенклатурой и единичными партиями жгутов, или там, где сборка осуществляется по конструкторской документации с часто вносимыми изменениями – это практически неприменимо. Для таких предприятий основу по сборке жгутов составляет ручной труд.
Как бы это банально не звучало, но именно наличие возможности выделить в технологическом процессе жгутового производства отдельного заготовительного участка крайне выгодно тем, кто занимается поставкой зарубежного оборудования по обработке проводов и кабелей. На этом, в основном, и зарабатывают дистрибьютеры. А что же получает заказчик? Вот тут и скрыто множество противоречий. Чтобы понять их суть, давайте вспомним, что большинство руководителей уровня главный инженер, главный технолог – это специалисты, которые, как правило, очень хорошо знают механообработку металлов. Ещё живы воспоминания, про незаменимых специалистов, кроме которых никто не мог сделать ту или иную деталь, быстро и качественно. Но появились станки ЧПУ, увеличилась производительность труда, то, что раньше изготавливалось несколько дней – на станке с ЧПУ можно сделать менее чем за час.
Казалось бы, жгутовое производство должно было пойти тем же эволюционным путём, чтобы уйти от ручного труда и человеческого фактора. Но факты показывают обратное. Внедрение станков с ЧПУ в процесс жгутового производства не приносит таких быстрых и ожидаемых результатов, как в области механообработки и причин этому множество, а именно.
Нужно чётко понимать, что согласно конструкторской документации в «наших» изделиях применяется в основном конкретная номенклатура отечественных проводов. Слово отечественных – ключевое. «Наши» провода, как советского периода разработки и производства, так и российские, изначально не предназначены для автоматической обработки - в отличие от механообработки по аналогии с исходным материалом. «Наши» провода не симметричные по сечению жил провода относительно его длины, по диаметру (толщине) изоляции относительно жил провода, сами провода имеют хорошую память – то есть они стараются остаться в состоянии небольшой изогнутости, как на катушке или в бухте, и в добавок ко всему, наш состав жил проводов и изоляции сильно отличается по составу от зарубежных аналогов. В итоге нельзя просто взять подходящий по параметрам зарубежный станок по обработке провода и внедрить его в процесс жгутового производства на любом из отечественных предприятий.
Опытные дистрибьюторы на Российском рынке по поставке станков по обработке провода знают, что если взять зарубежный станок с параметрами, максимально близкими к параметрам, предполагаемого к обработке отечественного провода, допустим, по сечению жил, то этот станок или не будет работать сразу или выйдет из строя в ближайшее время. Вследствие чего следует выбирать станки с параметрами превышающими заявленные на 30 и более процентов. Это имеет очень простое объяснение, подтверждение которому было получено многими компаниями при тестовой обработке «наших» проводов. Состав жил отечественных проводов, в частности, медных, например, БПВЛ, отличается от зарубежных аналогов – он более жёсткий. Ножевые блоки импортных станков рассчитаны на «мягкую» медь. В результате пересчёта на нашу «жёсткую», максимальные параметры станка уменьшаются. К этому нужно добавить аналогичную особенность при наличии экрана провода, например, БПВЛЭ. Жёсткая медная проволока экрана приводит к ускоренному износу зачистных ножей станков.
Казалось бы, теперь всё просто, берём станок с запасом по характеристикам и нет проблем. Оказывается, нет. Даже зная это, вы всё равно скорее всего столкнётесь с проблемами при полуавтоматической или автоматической обработке провода. Дело в том, что основная масса западных станков по обработке провода изначально разрабатывалась для автопрома, под импортные провода, а сами провода в последующем производстве адаптировались под эти же станки. Первичное наличие проводов с «мягкими» жилами определило конструктивную особенность данного оборудования. Ножевые модули таких станков имеют ножи, осуществляющие резку провода и именно только резку, но ни как ни его рубку. Ножи имеют острый угол заточки и соответственно тонкую рабочую кромку. В результате работы с «нашими» проводами они имеют значительное снижение своего ресурса и возрастание износа, поскольку изначально не предназначены для этого. Для «наших» проводов и кабелей подходят те станки, которые имеют «тупую» заточку ножей и осуществляют не резку провода, а именно его рубку. Соответственно, такие станки имеют гораздо более мощный ножевой блок и изначально гораздо ближе к реалиям нашего жгутового производства. Ответ на вопрос – как же не ошибиться при выборе станков, чрезвычайно прост. Это заводские испытания оборудования по тестовой обработке основной номенклатуры проводов и кабелей. Достаточно осуществить мерную резку 100 м провода или кабеля с зачисткой изоляции с одной стороны при длине заготовок в 7-10 см – и вы получите достоверную картину состояния отрезных и/или зачистных ножей, с соответствующим пониманием их реального ресурса.
Надо отметить, что вопрос настройки автоматических линий по обработке провода крайне болезненный при их эксплуатации и весьма сложный. Нет той желаемой аналогии с настройками, как у станков с ЧПУ для механообработки и их последующей эксплуатации. Станок с ЧПУ для автоматической обработки провода вы будете неоднократно настраивать, даже для одних и тех же проводов и причина этого кроется опять же в «наших» отечественных материалах, изначально не предназначенных для автоматической обработки.
Но и это не главное. Корнем многих проблем является упомянутый выше фактор - отсутствие конструкторской документации на жгуты в электронной форме, (а кое-где в Холдинге и в принципе отсутствие КД как таковой) позволяющей применить такое понятие, как «САПР для станков с ЧПУ» в области обработки провода. К сожалению, большая часть КД на жгуты — это бумажная документация. Процесс перевода КД в электронный вид запущен практически на всех предприятиях, но объём в бумажном виде, как правило, превалирует над электронным. В связи с этим предлагаемые крупными дистрибьютерами системы управления производством жгутовых участков – локальные системы прослеживаемости, крайне сложно адаптируется на реальном производстве. Как правило, технологам жгутового производства приходится делать двойную работу, формируя из бумажного КД электронное, с учётом специфики станков по обработке провода.
В результате, заказчик может получить набор дорогих станков и программного обеспечения, который вписывается в понимание руководителей по аналогии с механообработкой - что всё должно работать, а в действительности, получается крайне сложный процесс адаптации всего этого оборудования в реальное производство. Часть оборудования начинает работать, часть станков стоит или используется с минимальной загрузкой. А сами жгуты, по сути, продолжают собираться вручную, с обработкой концов проводов по месту, с минимальным применением новшеств, то есть по «старинке».
Хочу сразу подчеркнуть, что всё сказанное выше никак не является проблемами только одних жгутовых участков предприятий АО «Трансмашхолдинг», это проблема в рамках страны, и автор статьи ни в коем случае не призывает вернуть жгутовое производство к прошлому – к ручному труду. Ведь на самом деле попытка автоматизации жгутового производства – это правильный путь для снижения трудозатрат и, следовательно, самой себестоимости изделия в целом. И тут действительно не обойтись без специализированных станков по обработке проводов и кабелей, установок по бандажу жгутов, систем прослеживаемости и так далее, но только как?
Ответ на самом деле простой.
Куда сразу идут менеджеры дистрибьюторов импортного оборудования по продаже станков ЧПУ по обработке проводов и кабелей? В цех, на жгутовое производство, туда, куда можно продать оборудование. А идти нужно не в цех, а в Конструкторское бюро, выдающее конструкторскую документацию цеху и проводить сперва аудит там. Мало кто так делает - не хватает компетенции! На уровне КБ нужно внедрять программное обеспечение, способное объединять используемые программы с дополнительными инструментами, позволяющими:
1. синхронизовать работу цепочки: «КБ – Смежники – Цех»;
2. осуществлять разработку КД на новые изделия с учётом:
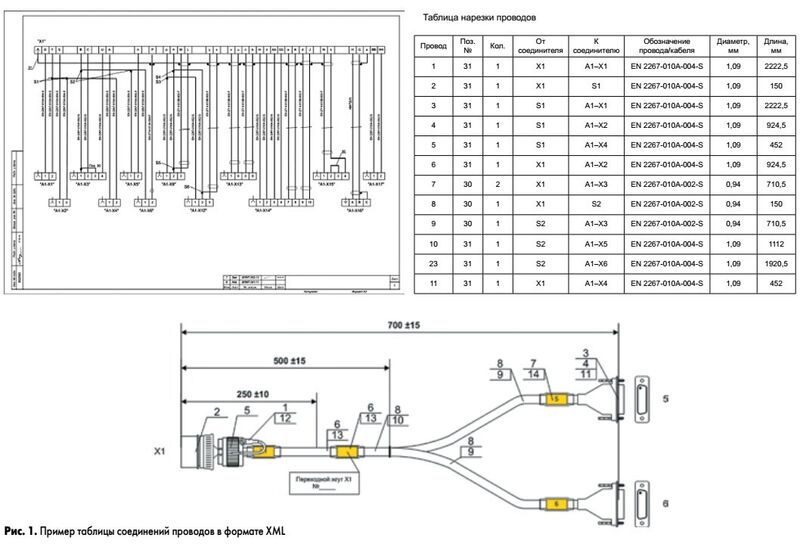
- формирования таблицы соединений проводов в формате XML, что даёт возможность использования КД в качестве задания для производства на станках ЧПУ по обработке проводов/кабелей и тестирующих установках,
- перечень комплектующих и материалов для изготовления изделия автоматически «подтягивается» из 1С, мы получаем не только понятную себестоимость жгута, но и расчет трудоемкости его изготовления.
Это в свою очередь, позволяет уже в цехе отслеживать поэтапное изготовление жгута с автоматическим контролем движения материальных средств в 1С (контроль, on-line резерв складских остатков и т.д.).
Пример таблицы соединений проводов в формате XML, Рис.№1
Вот так выглядит современная КД, Рис.№2

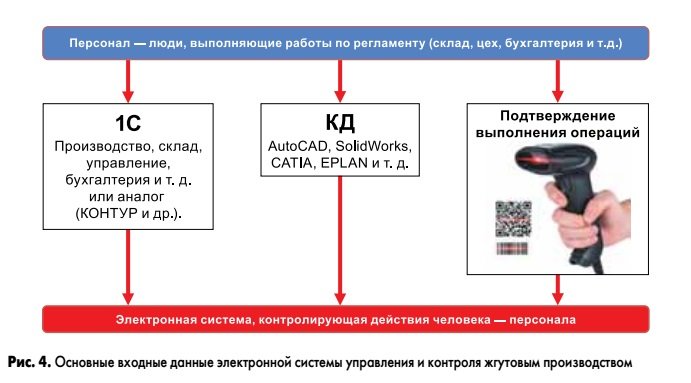
Только создав «среду» для станков ЧПУ по обработке проводов и кабелей можно говорить о подборе соответствующего технологического оборудования. Несколько слов о системе прослеживаемости. Какой бы она не была, как бы не называлась, у неё должны быть минимум три основных «инструмента», Рис. №3

Ведение электронного документа оборота должно идти параллельно существующему бумажному и занимать его место эволюционно. Суть системы прослеживаемости должна быть не хуже, Рис.№4
Наш ответ тем, перед кем стоит задача модернизации жгутовых производств: для решения задач по модернизации жгутовых производств нужно следовать простой формуле: идти от «отечественного к импортному». И не просто «импортному» - а к импортному оборудованию, производители которого готовы адаптировать свою продукцию под Ваши требования технологического процесса за минимальную стоимость.
Есть простые постулаты, актуальные для жгутового производства на сегодняшний день:
1. Нет 100%-х готовых решений по перевооружению данной отрасли – жгутового производства.
Наше отечественное производство на каждом отдельно взятом предприятии, даже в рамках холдингов, в чём-то уникально, за счёт специфики выпускаемой продукции, конструкторской документации, технологических процессов, степени цифровизации, применяемых материалов и т.д.
2. Самое главное при модернизации производства – это технология.
Полноценно проработанная цепочка замкнутого технологического цикла производства позволяет Заказчику выбирать современное технологическое оборудование от разных производителей и поставщиков, в зависимости от цены и характеристик.
3. Большинство зарубежных компаний заинтересованы в продаже на Российском рынке только оборудования, а не технологий. Тем самым подсаживая «на иглу» предприятия, так как любое последующее развитие производства это новые, большие затраты в связи с изменением технологии.
Выстраивая процесс модернизации на принципе эволюционного развития, подразумевающем плавный переход от существующей модели жгутового производства к более современной, без нарушения требований конструкторской документации и технологических процессов позволит вам подобрать технологическое оборудование изначально интуитивно понятное производственному персоналу, что значительно сократить в будущем время ввода его в эксплуатацию. При этом, изначально, существующая технология производства не изменится, а лишь модернизируется в допустимых рамках конструкторской документации.
В заключение скажем, что есть у нас, в том числе в и АО «Трансмашхолдинг» предприятия, с высоким уровнем жгутового производства, к которому стоит стремиться, в частности АО «УК «БМЗ», г. Брянск, опыт которого рекомендуется использовать для развития жгутового производства в отрасли.